Situation
A large refinery customer recently reached out to Bill Spitzer & Associates “BSA” looking for assistance in the design and development of a lubrication system that can lubricate new vertical pumps that they are installing at their refinery. The oil refiner required that the lubrication system be designed for an intrinsically safe environment. BSA representatives conducted a site visit in order to better under the lubrication requirements of the equipment. Together we collaborated with the customer to design an intrinsically safe automatic lubrication system specific to their needs.
As the company seeks efficiencies, they were looking for increased equipment reliability, a reduction of labor resources for routine maintenance and repairs due to bearing failures. While there is a variety of lubrication systems on the market, the customer was most comfortable partnering with BSA to develop a robust system built for longevity and efficiency.
Solution
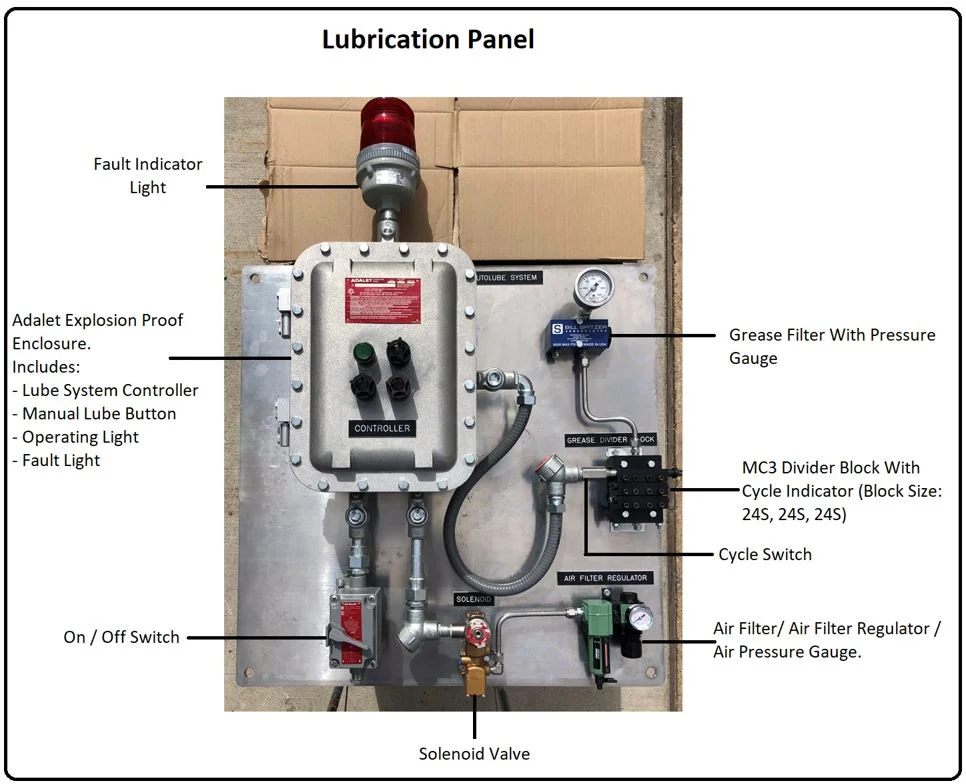
Together we designed an automatic lubrication system with electrical components suitable for Class 1, Div 2, Groups BCD. The system was assembled by BSA Technicians on a fabricated aluminum panel and included the following components:
On/Off Switch
Lubrication System Controller mounted in an Adalet explosion proof enclosure: The controller has various settings, allowing the end user the ability to set the system for the specific lubrication needs of the equipment. In addition, the front of the enclosure includes a green manual lubrication button, green power light, and a red fault light. Mounted on the top of the enclosure is an additional red fault light that if lit signals that the lubrication system requires attention.
(1) Solenoid: The solenoid valve opens when it receives a signal from the controller, allowing plant air to activate the grease pump.
(1) Lincoln Lubrication Air Filter / Air Filter Regulator / Air Pressure Gauge: This system filters and regulates the supplied plant air going to the pneumatic grease pump.
(1) Lincoln Model 926 400 lb. Drum Pump: This is equipped with bare pump assembly, a 400 lb drum cover, an air coupler, an air nipple, a 3’ air connecting hose, a 5’ high-pressure grease connecting hose, and volume elbow union.
(1) Grease Filter: The grease filter screens contaminants out of the grease before it reaches the Divider Block assembly to prevent damage to the Divider Block and the bearings being lubricated.
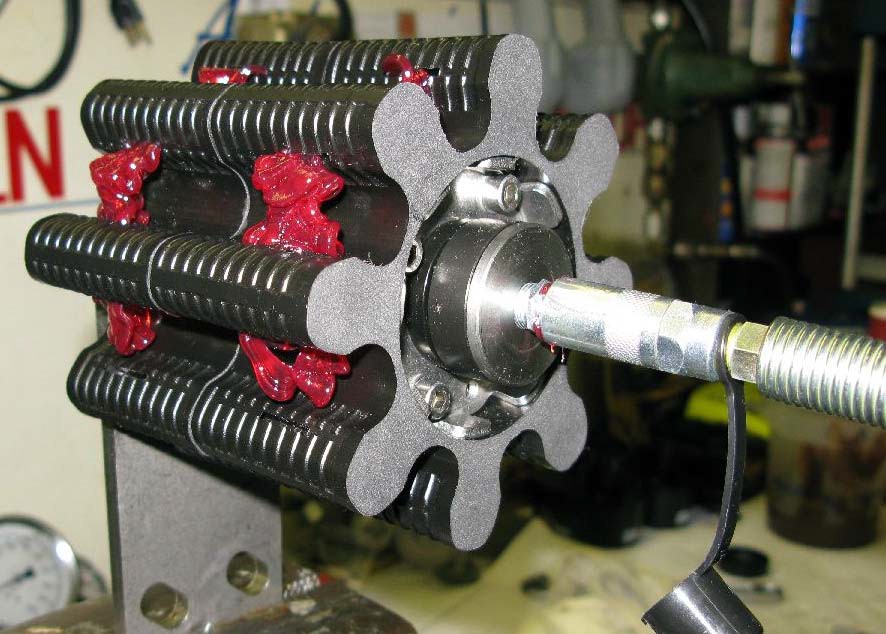
(1) Lincoln MC3 Divider Block with cycle indicator (24S, 24S, 24S). MC3 metering devices are modular type metering devices consisting of a baseplate part containing all inlet and outlet connections and a metering sections part containing alternate outlet ports for installation of performance indicators. The baseplate part has one inlet, three intermediate sections, and one end section held via three tie rods. The metering sections part consists of three metering sections which are fixed on the baseplate.
(1) Cycle Switch: The cycle switch is the mechanism that is utilized to monitor the operation of the divider block. In the event the divider block does not cycle, the cycle switch will trigger the fault light indicating the system requires attention.
In the end the customer was supplied a turn-key lubrication system which required very little resources to install and commission. Partnering with Bill Spitzer & Associates means that we can turn-key custom design, fabricate and install lubrication system specific to unique and individual lubrication needs.